

电火花线切割加工是一种精密加工方法,其原理主要是通过电极丝和工件之间脉冲放电产生的电火花,对金属进行切割加工。电极丝在高频脉冲电源的作用下,与工件间形成瞬时火花,释放大量热量,使局部金属熔化甚至汽化,从而实现对工件的切割。这种加工方式适用于各种导电材料,尤其适用于加工复杂形状的零件。
本文目录导读:
电火花线切割加工,作为一种重要的精密加工技术,广泛应用于机械制造、模具制造、航空航天等领域,它通过电火花放电的方式对导电材料进行切割,具有加工精度高、表面质量好、适用材料广泛等特点,本文将详细介绍电火花线切割加工工件的原理。
电火花线切割加工概述
电火花线切割加工是一种利用电火花放电原理进行切割的加工方法,它使用一根细金属丝作为工具电极,通过脉冲电源和控制系统,在工件与金属丝之间形成电火花放电,从而实现对工件的切割,电火花线切割加工适用于各种导电材料,如金属、合金、半导体等。
电火花线切割加工原理
电火花线切割加工的基本原理可以分为以下几个步骤:

1、电极丝的选择与安装:选择适合的电极丝,如铜丝或钨丝等,将其安装在机床的电极丝夹持装置上,电极丝需要保持一定的张紧力,以保证加工的稳定性。
2、工件定位与固定:将待加工的工件放置在机床工作台上,并进行定位与固定,确保加工过程中的稳定性。
3、电解液的选择与循环:选择适合的电解液,如去离子水、乳化液等,电解液在加工过程中起到冷却、绝缘和排屑的作用,将电解液引入加工区域,形成稳定的加工环境。
4、脉冲电源与控制系统:电火花线切割加工需要脉冲电源提供电能,控制系统控制脉冲参数,如脉冲宽度、脉冲间隔、峰值电流等,这些参数的选择直接影响到加工效果。

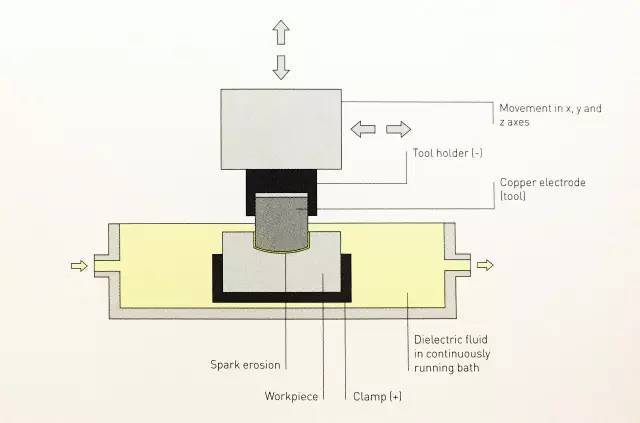
5、电火花放电过程:在电极丝与工件之间施加电压,当距离达到一定程度时,电解液中的离子会在电场作用下迅速移动,形成电流,在电流密度足够大的情况下,电极丝与工件之间的气体被电离,形成电火花放电,电火花放电产生的高温使工件材料局部熔化甚至汽化,从而实现材料的去除。
6、切割过程:通过控制系统控制电极丝的运动轨迹,使电火花放电在工件上形成连续的切割路径,最终实现工件的切割。
影响因素及参数选择
电火花线切割加工的效果受到多种因素的影响,如脉冲参数、电极丝类型、电解液种类与浓度、工件材料等,为了获得良好的加工效果,需要根据实际情况选择合适的参数,脉冲宽度和峰值电流的选择应考虑到工件的材质和厚度,电极丝的选择应考虑到其耐用性和切割效率等。
优势与应用
电火花线切割加工具有多种优势,如加工精度高、表面质量好、适用材料广泛等,它适用于各种复杂形状的切割,特别是在高精度零件和模具制造领域具有广泛的应用,电火花线切割加工还可以与其他加工方法相结合,形成复合加工技术,提高加工效率和质量。
电火花线切割加工作为一种重要的精密加工技术,具有广泛的应用前景,通过深入了解其原理和影响因素,我们可以更好地掌握这项技术,提高加工效果和质量,随着科技的发展,电火花线切割加工技术将继续得到完善和优化,为制造业的发展做出更大的贡献。
 京公网安备11000000000001号
京公网安备11000000000001号 京ICP备11000001号
京ICP备11000001号
还没有评论,来说两句吧...